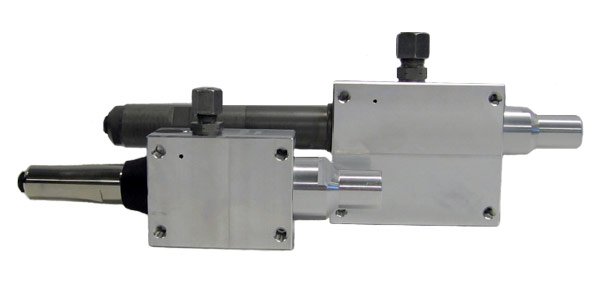
1.Unidad de ajuste neumático/hidráulico RivSys VNG DMSD 2G
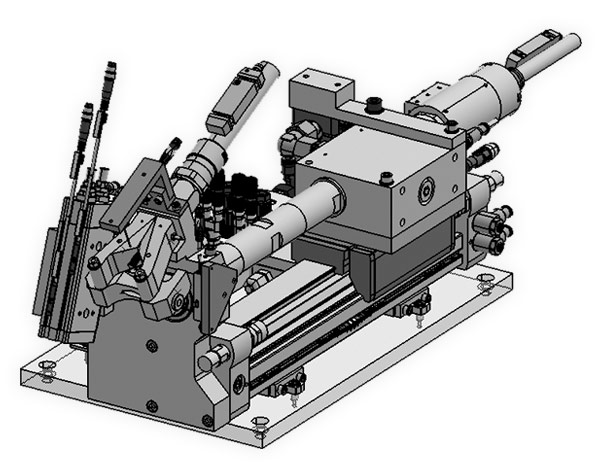
2.Eje cantilever eléctrico de libre programación con alta precisión de repetición (+/- 0,05 mm) y sistema de medición de posición integrado (+/- 0,01 mm)
3.Unidad de resorte magnético para compensación de peso
4.Montaje flotante de la unidad de fijación para compensar las fuerzas transversales durante el proceso de desenroscado
5.Unidad giratoria/de agarre para transferir la tuerca de remache ciego o el tornillo de remache ciego a la unidad de ajuste
El Riwo VNG DMSD 2G consiste en una herramienta de ajuste neumática-hidráulica o electro-hidráulica RivSys VNG, que se adapta a un motor lineal eléctrico con medición de posición integrada. Para compensar las tolerancias angulares del componente o cuando se proporciona el componente y las fuerzas transversales resultantes durante el proceso de fraguado, la herramienta de fraguado se monta de forma flotante para contrarrestar los problemas con el husillo después del proceso de fraguado.
El conector se transfiere a la herramienta de colocación a través de una pinza giratoria neumática.

TOLERANCIAS – DISPOSICIÓN DE COMPONENTES
La posición del orificio de ajuste debe estar dentro de una tolerancia de ± 0,2 mm con respecto a la herramienta de ajuste para garantizar que el conector pueda sumergirse en el orificio de ajuste. El montaje flotante de la herramienta de ajuste asegura que si hay una presión entre el conector y el componente, no hay problemas con el desenroscado después del proceso de ajuste. Cabe señalar que el Riwo es una unidad estacionaria en la que la herramienta de ajuste se mueve en dirección axial hacia el componente. La provisión de componentes, teniendo en cuenta las tolerancias de los componentes, es responsable de que el orificio de ajuste también se realice aquí.
En la práctica, el chaflán de entrada en el conector favorece el proceso de encontrar el orificio de colocación y sumergirse en el orificio de colocación. Siempre que se asegure dentro de la provisión del componente que se logre este hecho, el juego en la estructura frontal de la herramienta de colocación y en la adaptación de la herramienta de colocación también aseguran que el conector esté completamente sumergido en el orificio.
Tal como se ha descrito, el alojamiento flotante de la herramienta de ajuste garantiza que las fuerzas transversales causadas por un desplazamiento o una desviación angular del orificio durante el ajuste se compensen y también puedan girarse después del proceso de ajuste.
MONITOREO DE PROCESO DMSD 2G
El proceso de ajuste de una tuerca de remache ciego se controla con la ayuda del sistema de control de procesos DMSD-2G. Durante el proceso de remachado, se registra la curva de fuerza en función del recorrido realizado por la herramienta de remachado. Después del final de la carrera de potencia, se evalúa el remachado. Los siguientes criterios se pueden comprobar durante la evaluación:
- Evaluación de toda la curva fuerza-desplazamiento utilizando hasta 10 elementos de evaluación
- Elección de elementos de evaluación desde el control simple del valor límite hasta el control de la curva envolvente pasando por el control de la ventana
- Monitorización del número de conectores configurados cuando se activa el modo trabajo.
CICLO DE RELOJ
Para el ajuste de una tuerca de remache ciego/tornillo de remache ciego, incluida la alimentación automática de la tuerca de remache ciego/tornillo de remache ciego a la herramienta de ajuste, necesitamos aprox. 5 segundos.
El tiempo de ciclo se compone de la siguiente manera:
1.Enroscar la tuerca del remache ciego = 2,5 seg.
2,Ajuste de la tuerca de remache ciego = 2,5 seg. (Aproximarse a la posición de set (recorrido de 200 mm), poner, desenroscar y volver a posición 0)
Nota: El tornillo de remache ciego se introduce en el sistema de transferencia paralelamente al proceso de ajuste.